Baoji Hong Ya Da Nonferrous Metal Materials Co.,Ltd.
Add: No.85,Baotai Road,High-tech Development Zone,Baoji City,Shaanxi,China.721013
Contact:Ms.carrolyn
Mob/We chat/ Whats app: +86-15191772362
Tel:0086-917-3854158
Email:carrolyn@hydtitanium.com
Skype:carrolyn851
QQ:379855550
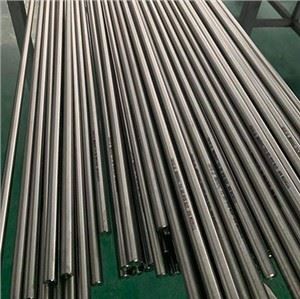
Tension straightening is to apply longitudinal tension beyond the yield limit of the material to the workpiece to produce plastic extension to achieve shape defect correction, also known as drawing straightening. During straightening, tensile stress exceeding the material yield limit is applied before and after the titanium bar, titanium wire and titanium tube with frequent wave shape defects on the tension straightening machine.

The tensile stress is superposed with the original residual stress of the titanium bar, and at the residual stress (i.e. the wave with larger original extension), a part of the tensile stress is offset, reducing the actual deformation stress and reducing the plastic elongation during straightening. Due to the superposition of tensile stress, the actual deformation stress increases and the plastic elongation increases when straightening. Results After the tension straightening, the parts of the workpiece were uniformly extended, and the wavy defects were thus obtained. Usually used in conjunction with pressure straightening, the workpiece with large bending degree is straightened through the pressure straightening machine, and then the inclined roll straightening is carried out. The workpiece to be straightened will be sent to the corresponding straightening machine. The straightening machine will be straightened in sequence after starting up, one by one. The straightening quality mainly depends on the straightening machine pressure and roll inclination Angle. The pressure depends on the type of alloy and the bending degree. If it is high strength titanium alloy, bending is also large straightening pressure should be greater, and vice versa. The Angle of the stick depends on the diameter of the workpiece, the larger diameter of the workpiece should be larger than the smaller straightening Angle. After straightening, the unqualified workpiece should be returned to be straightened again. If the titanium tube cannot be straightened, it should be straightened by a tension straightener.
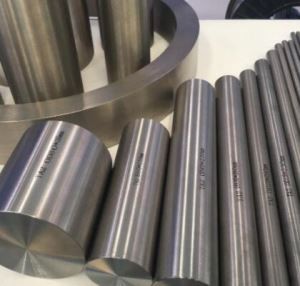
Multi-roll straightening with rolls greater than 4(usually 5~29) is widely used in production for simple section workpiece. The working principle is to reduce the variation range of the residual curvature of the workpiece through the continuous and repeated three-point bending of each roll.
The basic principles of roll straightening are:
(1) Generally, the smaller the roller diameter and the larger the number of rollers, the higher the straightening accuracy; A small roller spacing of 5 is conducive to the workpiece bite and straightening process.
(2) The main function of the first few rollers is to reduce the difference of residual curvature along the length direction of the workpiece, while the main function of the last few rollers is to reduce the residual curvature that tends to be uniform.
(3) The quality of the straightening mainly depends on the reasonable determination of the workpiece under the roller reverse bending rate. In the first few rolls (the second and third rolls), a high rate of reverse bending is selected, and in the subsequent rolls the rate is determined according to the maximum residual curvature that can perfectly straighten out the adjacent front rolls.
(4) The larger the hardening coefficient (7) is, the more difficult it is to straighten the material. In this case, a larger reverse bending rate, more straightening rollers and a smaller roller diameter should be selected.
Baoji Hong Ya Da Nonferrous Metal Materials Co.,Ltd.
Add: No.85,Baotai Road,High-tech Development Zone,Baoji City,Shaanxi,China.721013
Contact: Ms.carrolyn
Mob/We chat/ Whats app: +86-15191772362
Tel:0086-917-3854158
Email:carrolyn@hydtitanium.com
Skype:carrolyn851
QQ:379855550
We sincerely welcome friends from all over the world to cooperate with us on the basis of long-term mutual benefits. We are looking forward to receiving your enquiries soon.





QR Code

 carrolyn@hydtitanium.com
carrolyn@hydtitanium.com +0086-917-3854158
+0086-917-3854158